
Spantenbauart

Als Spantenbauart wurde die Wagenkastenkonstruktion von Schienenfahrzeugen leichter Konstruktion ab Anfang der 1930er Jahre bezeichnet. Sie kennzeichnet die Bauweise von Fahrzeugen aus dieser Zeit, wo die Seitenwände der Fahrzeuge teilweise zum Tragen der gesamten Wagenkastenkonstruktion und Aufnahme von waagerechten Belastungen mit herangezogen wurde und auf der Innenseite mit verstärkenden Profilen, den Spanten verschweißt wurden. Dabei wird der Wagenkasten breiter als der ebenfalls geschweißte Rahmen gestaltet. Dieser nimmt den Wagenkasten durch zusätzlich verschweißte Querträger, den Vouten auf. In dieser Form werden Güterwagen noch heute hergestellt. Diese Konstruktion geht auf das Jahr 1932 zurück, als der Waggon- und Maschinenbau Görlitz mit der Konstruktion des Wagenkastens von dem DRG 862 und weiterer Leichtbautriebwagen erstmals die Fertigung von Wagenkästen im konsequenten Leichtbau ermöglichte.[1] Nach dieser Konstruktionsmethode wurde daraufhin bei allen gefertigten Fahrzeugen die Bauform des Wagenkastens durchgeführt. Obwohl andere Wagenbaufirmen in der Leichtbauweise von Schienenfahrzeugkarosserien innovative Lösungen entwickelten, wurde der Begriff Spantenbauart in der Literatur ausschließlich von der WUMAG verwendet, so in einem Werbeplakat über Privatbahntriebwagen,[2] der Beschreibung über den Fliegenden Hamburger[3] oder bei der Präsentation des LBE VT 11 in einem Artikel der Verkehrstechnik.[4] Die Spantenbauart wurde nach 1945 durch Weiterentwicklung der Schweißtechnik weitgehend von Wagenkästen in selbsttragende Bauweise mit verbesserter Kollisionssicherheit abgelöst.
Beschreibung der Spantenbauart
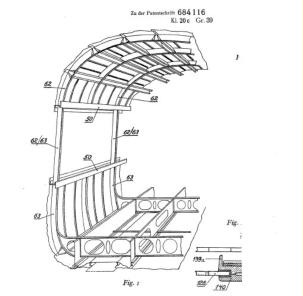
Die Rohbauten der in Leichtbauweise hergestellten Fahrzeuge sind eine Profilstahlkonstruktion aus senkrechten Säulen und waagerechten querversteifenden Profilen, den Spanten. Dazu kam noch der Ober- und Untergurt. Säulen waren an den Fenster- und Türausschnitten vorhanden, meist verlief ein waagerechter durchgehender Spant an der Fensterunterseite und markierte so die Grenze für die Stärke der Beblechung. Weitere waagerechte Spanten waren z. B. bei der Oberkante der Fenster. Diese Konstruktion wurde auf dem Fahrzeugrahmen aufgeschweißt und außen mit korrosionsträgen Blechen unterschiedlicher Stärke beblecht. Bei den Triebwagen der Bauart SVT Leipzig betrug die Blechstärke unterhalb der Brüstungsleiste 2,5 mm, oberhalb derer 2 mm. Als Material wurde Stahl mit Kupferzusatz verwendet.[5]
Historie der Spantenbauart
Der Wagenbau bei der Eisenbahn bewegt sich in dem Spagat zwischen einem möglichst effektivem spezifischen Sitzplatzgewicht, der Gewährleistung der Sicherheit der Reisenden und dem Kostendruck einer möglichst effektivem Fertigung. Der Automobilbau brachte zwar schon ab der Jahrhundertwende um 1900 die Erfahrung mit sich, dass sich Karosserien wesentlich leichter gestalten lassen, die beförderten Lasten sind mit denen der Eisenbahn nicht vergleichbar. So blieben einige Leichtbaufahrzeuge wie der HBE T 1 eher die Ausnahme. Erst das Aufkommen von Triebwagenkonstruktionen brachte der Eisenbahn die Erkenntnis, dass im Karosseriebau etwas getan werden musste, um das Gewicht pro Leistung zu senken. Dabei war es egal, ob es sich um Fahrzeuge mit Verbrennungsmotor oder elektrische Triebwagen handelte, bei der die schwere elektrische Ausrüstung noch zusätzlich ins Gewicht fällt. Die nachfolgende Tabelle zeigt ausgewählte Fahrzeuge in herkömmlicher Bauart und in Leichtbauweise mit vergleichender relevanter Länge über Puffer.
| zweiachsiges Fahrzeug | Vierachsiges Fahrzeug | |||||||
|---|---|---|---|---|---|---|---|---|
| Baureihe | LüP Bauweise alt | LüP Bauweise neu | Dienstmasse Bauweise alt | Dienstmasse Bauweise neu | LüP Bauweise alt | LüP Bauweise neu | Dienstmasse Bauweise alt | Dienstmasse Bauweise neu |
| 801 | 12.696 mm | 23.900 kg | ||||||
| 135 002 | 12.220 mm | 14.600 kg | ||||||
| 853 | 21.040 mm | 48.250 kg | ||||||
| 862 | 20.590 mm | 38.200 kg | ||||||
| ET 41 | 22.900 mm | 66.000 kg | ||||||
| ET 51 | 20.300 mm | 59,6 kg | ||||||
Fertigungsspezifische Gesichtspunkte
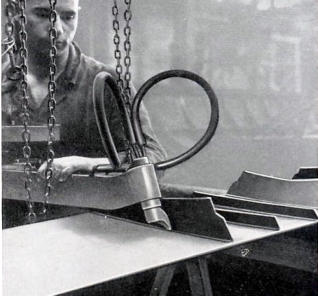
Eng im Zusammenhang mit der Fertigung von Karosserien in Leichtbauweise war die Einführung der Schweißtechnik im Schienenfahrzeugbau verbunden. Galt die E 44 001 weltweit als die erste in Schweißtechnik hergestellte Lokomotive,[6] so ließ die Einführung dieser Technologie im Triebwagenbau noch eine Weile auf sich warten. Die Baureihen 872-874 erschienen noch 1932 mit schwerer Karosse und machten die Problematik der relativ geringen Beschleunigung bei der schweren Karosserie deutlich. 1933 erschienen noch vereinzelt Leichtbautriebwagen schon mit einer Karosserie in Spantenbauart in genieteter Karosserie (die ersten VT 135),[7] was zeigte, dass viele Werkstätten noch nicht für die Fertigung der Karosserien in Schweißkonstruktion ausgerüstet waren. Gegenüber der bisherigen Fachwerkbauweise entfielen Arbeitsgänge wie das Ausklinken von Profilen bei Stößen und vor allem das Vernieten, wodurch die Wagenkästen wesentlich billiger wurden. Außerdem waren die verwendeten Einzelteile leichter, einfacher und mit viel größeren Stückzahlen herstellbar. Nicht unwesentlich waren in der weiteren Zeit die Fertigung der Wagenkästen nach einem festgelegten Schweißfolgeplan, um übermäßige Erwärmungen und dadurch Schweißverzug zu vermeiden. Noch effektivere Fertigungsmethoden, wie bei dem SVT Kruckenberg[8] waren mit der Punktschweißtechnik zur damaligen Zeit (1938) noch nicht in jedem Betrieb vorhanden.[9]
Fahrdynamische Gesichtspunkte
Außer dem Leichtbau bestimmte der Luftwiderstand bei höheren Geschwindigkeiten die Form der Fahrzeugkarosserie. Im Windkanal durchgeführte Versuche, erzeugten eine Gestaltung, die mit dem Schienenzeppelin ein Fahrzeug der Idealform erbrachte. Das brachte neue Herausforderungen an die Wagenbaufirmen bei der Gestaltung ihrer Produkte. Der Idealform des Schienenzeppelins entgegen standen die Tatsachen, dass dieses Fahrzeug nur in einer Richtung verkehren konnte und nicht für den Anhängerbetrieb geeignet war. Die Serienfahrzeuge besaßen kein heruntergezogenes Dach. Außerdem müssen Eisenbahnfahrzeuge noch zusätzlich Lasten in waagerechter Richtung aufnehmen. Das wurde mit der Spantenbauart durch mehrere verschweißte Spanten zusätzlich zum Ober- und Untergurt erzielt.
Ökonomische Gesichtspunkte
Nachdem mit der Fertigung der E 44 der Nachweis erstellt war, dass sich bahnfeste Eisenbahnfahrzeuge wesentlich billiger erzeugen ließen, war es besonders der Personenverkehr auf Nebenbahnen, der die Entwicklung auf die Spantenbauart mit beeinflusste. Zu Zeiten, als der bisherige defizitäre Betrieb noch nicht mit der Stilllegung von Strecken beantwortet wurde, mussten sich die betreffenden Gesellschaften tiefere Gedanken über ihren Eisenbahnbetrieb machen. Mit den nach 1925 entwickelten Fahrzeugen mit schwerer Karosserie und Vergasermotor war dies nur zum Teil möglich. Einen wesentlichen Vorteil brachte erst die Entwicklung wesentlich leichterer Wagenkästen bei gleichzeitig stärkeren Motoren. Dass diese Fahrzeuge nicht nur leicht und billig, sondern auch bahnfest waren, zeigen verschiedene Fahrzeuge aus der Zeit, die zum Teil bis in unsere heutige Zeit überlebt haben (VT 79 902). Die Anwendung nur noch geschweißter Wagenkästen ab 1935 in Spantenbauart bei Reisezugwagen brachte den Herstellern sowie Bahngesellschaften den positiven Nebeneffekt günstigere Preise.[10]
Literatur
- Heinz R. Kurz: Die Triebwagen der Reichsbahn-Bauarten, EK-Verlag, Freiburg 1988, ISBN 3-88255-803-2
- Jürgen-Ullrich Ebel: Der Siegeszug der Schweißtechnik im deutschen Schienenfahrzeugbau, in: Eisenbahn-Kurier 07/2009, EK-Verlag, Freiburg
Weblinks
- Beschreibung der Konstruktionsprinzipien des Fliegenden Hamburgers auf www.reichsbahntriebwagen.de
Einzelnachweise
- ↑ Heinz R. Kurz: Die Triebwagen der Reichsbahn-Bauarten, EK-Verlag, Freiburg 1988, ISBN 3-88255-803-2, Seite 194
- ↑ Wolfgang Theurich: 160 Jahre Waggonbau in Görlitz 1849–2009, EK-Verlag, Freiburg 2009, ISBN 3-88255-564-5, Seite 302
- ↑ Beschreibung der Schnelltriebwagen der Deutschen Reichsbahn auf www.reichsbahntriebwagen.de
- ↑ P. Mauck: Dieselmechanischer Triebwagen der Lübeck-Büchener Eisenbahn. In: Verkehrstechnik, Jahrgang 1936
- ↑ Heinz R. Kurz (Hrsg.): Fliegende Züge. Vom „Fliegenden Hamburger“ zum „Fliegenden Kölner“; Eisenbahn-Kurier-Verlag, Freiburg [Breisgau] 1986; ISBN 3-88255-237-9, Seite 65
- ↑ Jürgen-Ullrich Ebel: Der Siegeszug der Schweißtechnik im deutschen Schienenfahrzeugbau, in: Eisenbahn-Kurier 07/2009, EK-Verlag, Freiburg, Seite 46
- ↑ Heinz R. Kurz (Hrsg.): Fliegende Züge. Vom „Fliegenden Hamburger“ zum „Fliegenden Kölner“; Eisenbahn-Kurier-Verlag, Freiburg [Breisgau] 1986; ISBN 3-88255-237-9, Seite 109
- ↑ Abbildung der Wagenkastenkonstruktion des SVT Kruckenberg
- ↑ Foto von Punktschweißmaschinen der Firma Westwaggon bei der Fertigung des SVT Kruckenberg
- ↑ Jürgen-Ullrich Ebel: Der Siegeszug der Schweißtechnik im deutschen Schienenfahrzeugbau, in: Eisenbahn-Kurier 08/2009, EK-Verlag, Freiburg, Seite 50




{kind=link}
{kind=link}